-
包括的なプラント構築に関する知見
-
信頼性の高い財務・投資予測
-
実効性のある市場・競合情報
-
業界の専門家から選ばれる信頼性
品質と信頼の証



カプロラクタム市場規模分析
2025―2037年のカプロラクタム市場の規模はどのくらいですか?
カプロラクタム市場に関します弊社の調査レポートによると、同市場は予測期間2025―2037年中に年平均成長率(CAGR)5%で成長しますと予想されています。将来的に、同市場の成長可能性は非常に大きく、250億米ドルに達します見込みます。しかし、弊社の調査アナリストによると、基準年の市場規模は160億米ドルでしました。

カプロラクタムとは何ですか?
カプロラクタムは、系統名ではアゼパン2オンまたはヘキサヒドロ2ハゼピン2オンとしても知られ‑、化学式C₆H₁₁NOで表される環状アミドです。これは、ナイロン6としてよく知られているポリアミド6の製造に用いられる主要なモノマーです。精製されたカプロラクタムは結晶性固体で、約70℃で融解し、水や多くの酸素含有溶媒および塩素含有溶媒に容易に溶解します。
工業生産では、ベンゼンまたはフェノールを原料として酸触媒下でシクロヘキサノンオキシムを変換しますベックマン転位反応が用いられることが多くなります。近年では、バイオ‑ベースの経路が開発され、発酵によって得られたモノアンモニウムアジペートを制御された条件下で水素化しますことでカプロラクタムが得られます。
つまり、カプロラクタムはナイロン6の基幹原料であり、従来型の石油化学ルートと、近年注目を集めているバイオ‑ベースの代替ルートの両方で生産されています。
カプロラクタム市場における最近の傾向は何ですか?
弊社のカプロラクタム市場分析調査レポートによると、以下の市場傾向と要因が市場成長の主要な推進力として貢献しますと予測されています。
- 自動車の軽量化義務化により、金属代替アプリケーションにおけるナイロン 6 の普及が加速
現在、カプロラクタムの需要を最も強く牽引しているのは、自動車メーカーに対します CO ₂排出量削減の規制圧力です。米国では、EPA の 2027 年モデル以降の新規則により、小型 車両の平均排出量を 2032 年までに 2026 年レベルから 50% 削減しますことが義務付けられています。ヨーロッパでは、規則 (EU) 2019/631 (規則 (EU) 2023/851 により更新) により、2025 年 1 月以降の新乗用車に対して 93.6 g CO ₂ /km という厳しい目標が設定されており、違反した場合は車両 1 台あたり 1 グラムあたり 95 ユーロの厳しい罰金が科せられます。
そして日本では、経済産業省が2030年までに野心的な目標を設定しており、それを達成しますためには乗用車の平均燃費を25.4km/L(JC08モードで測定)にします必要があります。これは2016年比で約30%以上の改善に相当します。こうした規制により、車両の軽量化は経済的に不可欠なものとなっています。
カプロラクタムを原料としますナイロン6は、エンジンカバー、タイミングベルト、インテークマニホールド、内装部品などの金属部品の代替として、ますます広く採用されています。高い引張強度、耐熱性、そして軽量性を兼ね備えているため、性能と排出ガス規制目標のバランスを取るのに理想的な素材であります。
- アジア太平洋地域の合成繊維の拡大により、カプロラクタムの消費量がベースラインを維持
繊維セグメントはカプロラクタム需要の基盤であり続け、 ナイロン6繊維の前駆体として最終用途の約90%を占めています。アジア太平洋地域の輸出志向の繊維産業は、引き続き強い需要の波を生み出しています。公式業界データによると、2024年の中国の繊維とアパレル輸出は前年比2.8%増の3,011億米ドルに達し、繊維製品だけでも5.7%増の1,419.6億米ドルとなりました。
合成繊維への移行は極めて顕著であります。例えば、中国の合成繊維生産量は2024年に8.8%増加し、74.75百万トンに達しました。これは、工場が綿から離れつつあることを反映しています。インドの貿易救済総局も輸入量の増加を確認しており、ナイロン 6の輸入量は2024年度の277,369トンから2025年度には335,242トンに増加し、下流需要が国内供給を上回っていることを示しています。
日本も同様の勢いを見せており、合成繊維生地の輸出額は2024年1月の11,510.95百万円から2024年2月には12,844.54百万円に増加しました。輸出額は2030年まで安定的に推移しますと予測されており、アジア 太平洋地域が世界のカプロラクタム消費の要としての地位を確固たるものにします。
カプロラクタム製造プラントプロジェクト報告書概要
カプロラクタムの製造工程はどのようなもので、製造工場ではどのように生産されるのですか?
カプロラクタムは、確立された2つの石油化学経路と、新たに開発された解重合に基づく回収経路によって工業規模で製造されています。商業的に主流となっているプロセスは、シクロヘキサノンオキシムと発煙硫酸とのベックマン転位反応です。例えば、BASF Aktiengesellschaftは、直列に配置された複数の転位段階を85℃-125℃で操作します多段階構成を開示しており、最終段階から出る反応混合物の一部を少なくとも1つの前の段階に戻すことで、酸の消費量を削減しつつ製品の品質を向上させています。
BASFの以前の提出書類では、反応混合物を中和します前に、70℃―110℃の保持ゾーンで10分から600分間保持しますと規定されていました。DSM IP Assets BVはその後、最終段階でSO₃、H₂SO₄、カプロラクタムのモル比を1:1から1:1.4に維持し、SO₃含有量を反応質量の9%から20%に維持し、反応混合物の組成を維持しますために発煙硫酸を添加します最適化された多段階プロセスを開示しました。
さらに、INVISTA Technologies S.à r.l.によって開発された別の商業的ルートでは、300℃-325℃の温度において脱水素触媒の存在下、水との気相反応を通じて6-アミノカプロニトリルをカプロラクタムへと変換し、500 ppmを超えるテトラヒドロアゼピン誘導体を含有する部分水素化アジポニトリルからカプロラクタムを製造しています。
一方、HSCC Sustainable Venturing BVに譲渡された特許には、ナイロン6を含む多成分材料から、180℃-400℃での解重合、それに続く抽出、逆抽出、蒸留、および10℃-95℃での結晶化を経て、精製されたε-カプロラクタムを回収しますプラントが記載されています。すべての工程における最終生成物は、ナイロン6樹脂への開環重合に用いられる結晶性固体またはフレーク状であります。
- 原料および原料調達:従来のカプロラクタム製造は、ベンゼンまたはフェノールの水素化によって得られるシクロヘキサノンオキシムから始まり、オキシム1kgあたり1.1-1.8kgの割合で、SO₃含有量24-35%の発煙硫酸を消費します。別のルートでは、アジポニトリルの部分水素化によって得られる6-アミノカプロニトリルを使用します。この6-アミノカプロニトリルには、500ppmを超えるテトラヒドロアゼピン誘導体が含まれており、これらは前工程での精製ではなく、その後の蒸留で除去されます。3番目の新たな経路では、使用済みナイロン6を含む多成分材料を解重合し、180℃-400℃での解重合の前に、溶媒ベースの前濃縮によってナイロン6画分を濃縮します。
- ベックマン転位とカプロラクタム形成: ベックマン転位反応では、80℃-95℃の溶融シクロヘキサノンオキシムを、カプロラクタムと硫酸の循環混合物に供給します。このとき、遊離SO₃は重量比で1.0%-14%に維持され、循環速度は毎時体積の40-150倍です。多段構成では、85℃-125℃で運転され、温度は各段で5℃-15℃上昇します。オキシムの60-85重量部と全発煙硫酸が第1段に供給され、最終段のSO₃含有量は反応質量の9%-20%に維持されます。
- 反応後の精製と品質管理:粗カプロラクタムは多段階精製工程に入り、INVISTAプロセスでは、まず10 Torrのヘッド圧力と50:1の還流比で運転される第1蒸留塔を使用して軽質不純物を除去し、続いて1:1の還流比で第2の塔を使用して検出可能なテトラヒドロアゼピンを含まないカプロラクタムの塔頂を回収します。
解重合由来のカプロラクタムの精製は、有機溶媒抽出、水による逆抽出、真空蒸留、および10℃-95℃での結晶化によって行われる一方 Zhejiang Hengyiの気相ルートでは、0.1-2重量%のエタノールを用いた結晶化に続いて水素化処理が行われます。HSCC Sustainable Venturingは、ヨーロッパの生産条件に関しますecoinvent 3.7.1データに基づき、多成分ナイロン6廃棄物由来のカプロラクタムの製品カーボンフットプリント仕様を1キログラムあたり2.5kg CO₂相当未満と公表しています。
カプロラクタム製造工場の生産能力と稼働率はどのくらいですか?
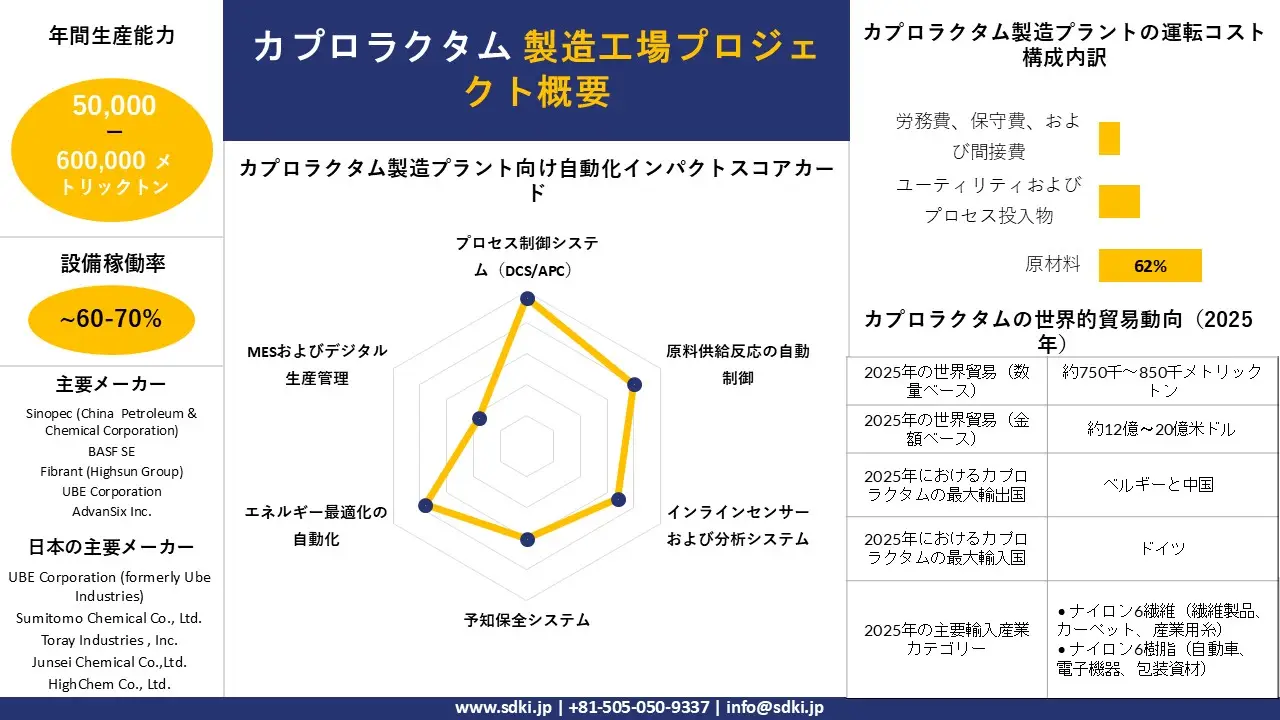
カプロラクタム製造工場の生産能力は通常、年間50,000トンから600,000トンです。下限は、インドのコーチにあるFertilisers and Chemicals Travancore Limited (FACT) の施設で、 Stamicarbon BVからライセンス供与を受けたラシヒ法を用いて年間50,000トンを生産しています。上限は、中国の岳陽にあるSinopecの湖南石油支社の施設で、年間600,000トンの生産能力を持つ世界最大の単一セットのカプロラクタム生産ラインを稼働させています。
中級レベルの参考例としては、中国平梅が挙げられます。 Pingmei Shenmaグループは平頂山複合施設で年間600トンへの拡張を計画している一方、中国宣陽グループは2つの拠点(滄州に(510,000トン、東明に300,000トン)に分散して合計810,000トンの生産能力を有しています。
立ち上げ段階では、初期の設備稼働率は通常60-70%ですが、操業が安定し市場需要が拡大しますにつれて85-95%に上昇します。Fibrantの オランダのヘレーン工場は、2021年には稼働率が87%だったが、市場環境の悪化に伴い2024年には58%に低下しました。これは、稼働率が競争力学にどれほど敏感であるかを示す好例であります。
一方、中国では、2025年上半期まで業界全体の稼働率は90%以上を維持したが、2025年後半の協調的な生産削減により、全体の稼働率は約80%まで低下しました。
カプロラクタム製造プラントの設置およびインフラ分析:
カプロラクタム製造工場を設立しますにはどうすればよいですか?
カプロラクタム製造施設の設立には、原料供給、主要生産ユニット、ユーティリティシステムを統合的に計画します必要があり、世界規模の年間600,000トン規模の統合複合施設の場合、敷地面積は最大2,650 mu(約177ヘクタール)に達します可能性があります。カプロラクタムの製造には、シクロヘキサノンおよびアンモキシム化経路を通じてベンゼン、水素、アンモニアが主要な原料として消費されるため、立地選定において最も重要な考慮事項は、ベンゼンまたは石炭の原料供給源への近接性です。
物流の接続性も同様に重要であり、パイプラインアクセス、鉄道接続、港湾インフラを備えた既存の化学工業団地の近くに成功事例が存在しますことからも明らかです。プロセスのエネルギー集約度が高いことを考えると、ユーティリティの信頼性は譲れない条件であり、例えば平梅(Pingmei)などが挙げられます。 寧東の神馬プロジェクトでは、年間450,000トンのカプロラクタム複合施設に燃料を供給しますため、13.7MPaで稼働します毎時480トンの高温超高圧循環流動床ボイラーが3基必要とされました。
一方、総投資額153.5億万元の巴陵石油化学プラント移転プロジェクトでは、石炭ガス化、酸素処理能力90,000 m³/hの空気分離、過酸化水素、シクロヘキサノン、アンモキシム、カプロラクタム、ポリアミド、硫酸製造ユニットなど、58の独立したユニットの設置が必要となり、それぞれが独立したプロセス安全管理基準への準拠が求められました。プラント設計のあらゆる側面は環境許可によって規制され、環境影響評価文書にはパブリックコンサルテーションと詳細な排出抑制計画が必要となります。
下記の表は、カプロラクタム製造工場を設立します際の主な要件を示しています。
|
インフラストラクチャコンポーネント |
主な要件 |
意義 |
|---|---|---|
|
土地と場所 |
|
|
|
コアプロセスユニット |
|
|
|
公共事業 |
|
|
|
保管および取り扱い |
|
|
|
品質および環境システム |
|
|
ソース: SDKI Analytics分析
カプロラクタム製造工場を設立しますために必要な機械設備は何ですか?
カプロラクタム製造プラントには、専用の設備一式が必要です。製造の中心となるベックマン転位反応は非常に発熱性が高いため、強力な冷却システムで制御します必要があります。現代の気‑相プロセスでは、厳密に温度制御された条件下で運転される流動床反応器または固定床反応器が用いられます。SINOPECのアモキシム化法の場合、中空チタンシリケート触媒と触媒回収のための統合膜ろ過を備えた連続スラリー反応器が用いられ、通常80-85℃、0.3-0.4MPaの条件下で運転されるため、設備はさらに複雑になります。
反応工程が完了しますと、結晶化、向流洗浄、水素化、多段蒸留といった後工程の精製が行われます‑。大規模設備では、プロセスガスの温度を約950℃から180℃まで下げると同時に、エネルギー回収のために40-90バールの過熱蒸気を発生させるプロセスガス冷却器も組み込まれています。このように、これらのシステムは安定した連続運転と高純度カプロラクタムの生産を保証します。
反応器、冷却システム、精製装置、およびエネルギー回収装置の組み合わせが、あらゆる工業‑規模のカプロラクタム製造プラントの中核を成します。
下記の表は、工業規模のカプロラクタム製造プラントの設置に必要な設備を示しています。
|
セクション |
装置 |
目的 |
|---|---|---|
|
原材料の取り扱い |
|
|
|
アンモキシム化とオキシム生成 |
|
|
|
ベックマン転位 |
|
|
|
硫酸アンモニウムの回収 |
|
|
|
カプロラクタムの精製 |
|
|
|
資材運搬 |
|
|
|
公共設備および暖房システム |
|
|
ソース: SDKI Analytics分析
カプロラクタム技術と自動化分析:
カプロラクタム製造工場では、どのような技術や自動化システムが使用されていますか?
現代のカプロラクタム製造では、高度なプロセス技術と階層化された自動化およびデジタルシステムを統合し、複雑な発熱反応、気相変換、精密分離操作のシーケンスを管理しています。プロセス上の中心的な課題はベックマン転位にあり、収率、選択性、およびポリマーグレードの純度を維持しますためには、反応温度と発煙硫酸の添加量を厳密に制御しますことが不可欠です。さらに、アンモキシム化法では、連続スラリー反応器の動特性と触媒の取り扱い要件が導入され、操作の複雑さが増します。
カプロラクタム製造工場全体に導入されている主要な技術と自動化システムは、以下のように分類できます。
- コア生産技術:カプロラクタムの製造は、主に2つの技術ルートに基づいています。アンモキシム化プロセスでは、80℃-85℃、0.3-0.4MPaで動作します中空チタンシリケート触媒を用いた連続スラリー反応器システムを使用し、効率的な触媒回収とリサイクルのために膜ろ過装置を組み合わせています。並行して、最新のベックマン転位プロセスが流動床または固定床反応器を用いた気相構成で実施され、シクロヘキサノンオキシムが固体触媒上で反応します。下流の精製では、水素化反応器、多段蒸留塔、温度プロファイルと向流洗浄を備えた逐次結晶化装置を含む多段分離システムを使用して、高純度のカプロラクタムを得ます。
- 産業オートメーションおよび制御システム:カプロラクタム製造施設では、プラント操業の基盤として分散制御システム(DCS)とプログラマブルロジックコントローラ(PLC)が用いられています。高度プロセス制御(APC)を適用しますことで、蒸留装置や結晶化装置全体にわたって、反応器温度、反応物供給速度、真空状態などの重要なパラメータを安定させています。統合された制御アーキテクチャにより、アンモニア、カプロラクタム、硫酸アンモニウム、下流のポリアミド製造工程など、相互接続された生産ユニット全体にわたる物質の流れを協調的に監視と制御しますことが可能となり、原料の変動に関わらずプロセスの安定性を確保しています。
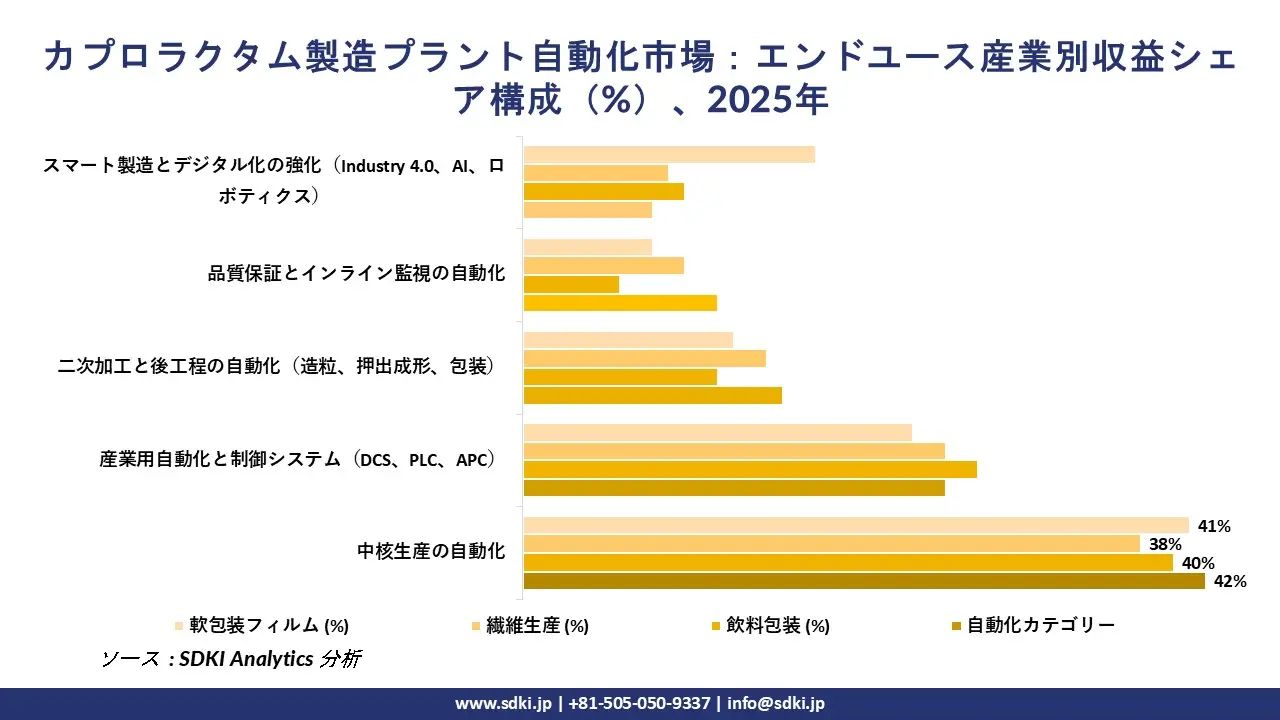
- スマート製造とデジタル化の強化:最新のプラントでは、プロセスとユーティリティの運用を単一のデジタルフレームワーク内で統合します集中制御室アーキテクチャが採用されています。例えば、Sinopecの統合石油化学コンプレックスのような大規模施設では、集中システムを導入して数十のプロセスユニットを同時に管理し、リアルタイムでの最適化と運用状況の可視性の向上を実現しています。デジタル化の強化には、炭素排出量の追跡やライフサイクル評価ツールなどの組み込み型環境モニタリングシステムも含まれており、持続可能性と規制遵守の目標達成を支援しています。
- 二次および下流工程の自動化:下流工程システムは、製品の取り扱いと品質の一貫性を確保しますために自動化されています。これには、フレーク形成のための制御された結晶化、保管システムにおける水分モニタリング、自動計量および包装作業が含まれます。統合型ナイロン6生産施設では、高度な反応器シーケンス、真空制御、および多軸押出システムが同期され、複数の処理段階にわたる精密な温度および圧力制御を含む、一貫した重合条件が維持されます。
カプロラクタム製造工場において、自動化は生産効率と操業コストにどのような影響を与えるのは何ですか?
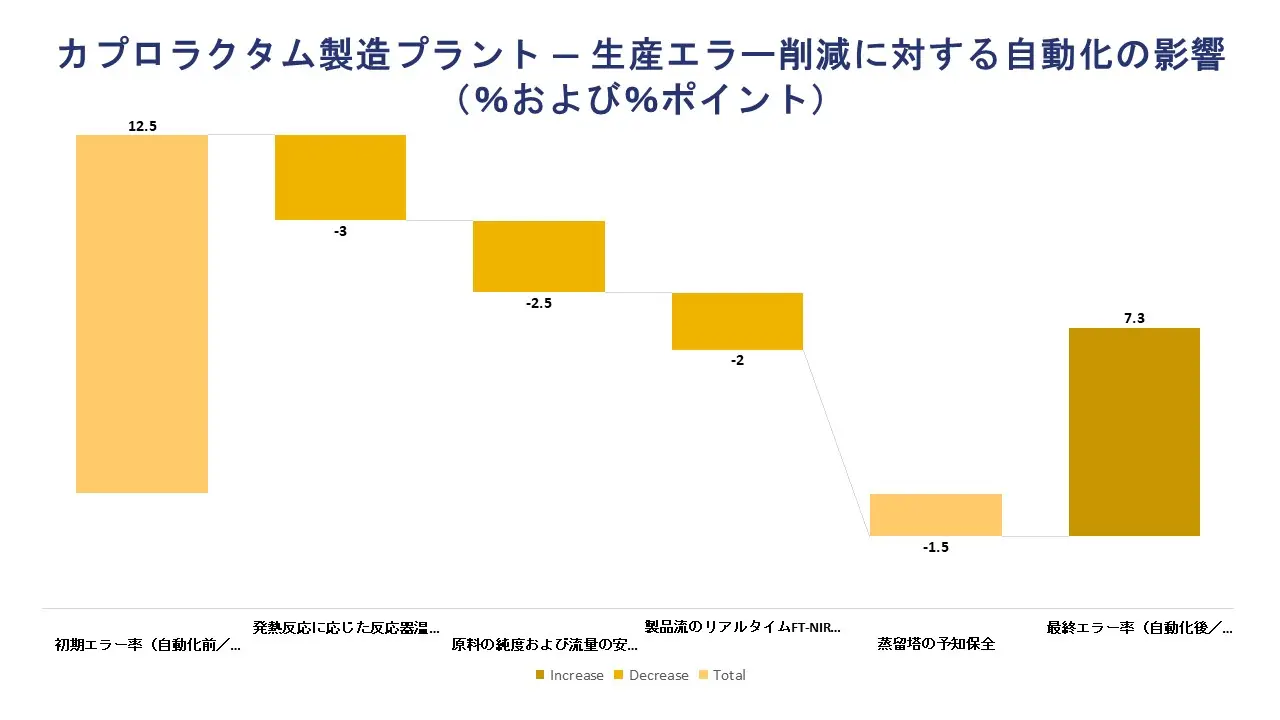
カプロラクタム製造において自動化は極めて重要です。なぜなら、このプロセスは、発熱量の多いベックマン転位、触媒スラリー管理を伴う連続アンモキシム化、および多段階精製から成り、温度や供給比率のわずかなずれでも収率と重合グレードの純度が低下しますからです。SINOPEC巴陵石油化学工場の移転プロジェクトでは、58ユニット全体にDCSを完全に統合しますことで、生産量を維持しながらエネルギー消費量を20%、水消費量を70%、廃水量を73%、人員を60%削減できたことが実証されています。
このアーキテクチャでは、DCSとAPCを用いて発煙硫酸塩の添加量、再配列温度、真空プロファイルを安定化させるとともに、統合制御システムによってアンモニア、カプロラクタム、硫酸アンモニウムの各製造ユニット間で物質の流れを分配します。商業的な成果としては、処理能力の最適化、規格外再処理の削減、トン当たりのエネルギー消費量の低減、機器の汚染や触媒の劣化による生産損失の最小化などが挙げられます。
下の表は、カプロラクタム製造工場における自動化分野と、それらが生産効率に与える影響を示しています。
|
自動化分野 |
生産効率への影響 |
運営コストへの影響 |
|---|---|---|
|
プロセス制御システム(DCS/APC) |
|
|
|
原料および反応の自動制御 |
|
|
|
インラインセンサーと分析 |
|
|
|
予知保全システム |
|
|
|
エネルギー最適化自動化 |
|
|
|
MESとデジタル生産管理 |
|
|
ソース: SDKI Analytics分析
カプロラクタムの原材料およびサプライチェーン分析:
カプロラクタムの製造に必要な原材料は何ですか?また、それらはどのように調達されますか?
カプロラクタムの製造は、主にベンゼンや石炭‑由来の原料といった石油化学原料に依存しており、これらをシクロヘキサノンに変換した後、カプロラクタムへと製造されます。SINOPEC巴林プロジェクトのような大規模な統合プラントでは、石炭ガス化によって合成ガスを生成し、それを下流のシクロヘキサノン、アンモキシム化、カプロラクタム製造ユニットに供給しており、その生産量は年間600,000トンに達します。
アンモキシム化反応では、アンモニアと過酸化水素を共‑反応物として必要とします。過酸化水素はアントラキノン法によってオンサイトで製造され、アンモニアは石炭水素化プラントから調達できます。この自社生産統合戦略により、アンモニア、水素、硫酸、およびユーティリティの安定供給が確保されるとともに、変動の激しい市場価格へのエクスポージャーを低減します上で重要な役割を果たします。
INVISTAが採用している別の製造経路では、ブタジエンのヒドロシアン化‑反応によって得られるアジポニトリルを原料としています。この中間体は部分的に水素化されて6-アミノカプロニトリルとなり、その後気相環化反応を経てカプロラクタムが生成されます。要しますに、必要な原料はベンゼンまたは石炭由来の原料、アンモニア、過酸化水素、硫酸、そして(別の製造経路の場合)アジポニトリルであり、これらは供給の確保とコストの安定化を図るために設計された統合生産システムを通じて調達されます。
以下に、原材料の一覧を示します。
- シクロヘキサノン製造のための石油化学原料:水素化によるベンゼン、または石炭由来の合成ガス。製油所操業または統合石炭ガス化装置から供給されます。
- カプロラクタムの主要前駆体:シクロヘキサノン、アンモニア、過酸化水素から製造されるシクロヘキサノンオキシム;アンモニアは、現場の石炭水素化施設または市販の供給業者から供給されます。
- ベックマン転位試薬:発煙硫酸または三酸化硫黄含有量24-35%の硫酸;年間最大660,000トンの生産能力を持つ自社所有の硫酸製造設備から供給されます。
- INVISTAルートの代替前駆体:アジポニトリルの部分水素化によって得られる6-アミノカプロニトリル;アジポニトリルはブタジエンヒドロシアン化サプライチェーンから調達されます。
- 反応触媒:アンモキシム化反応には中空チタンケイ酸塩ゼオライト、気相ベックマン転位反応には固体酸触媒を使用;いずれも、交換サイクルが定められた専門触媒メーカーから入手可能です。
- プロセス支援に必要な投入物:廃熱回収ボイラーからの蒸気、不活性ガスブランケット用の窒素、プロセス用水、および電力;これらは統合されたユーティリティインフラを通じて現場で生成されます。
カプロラクタムとその原料の輸入、輸出、および世界貿易の傾向はどのようなものは何ですか?
カプロラクタムの貿易は確立されており、中国とヨーロッパだけで世界の取引量の80%以上を占めています。 2024年にはベルギーが270,878トンで世界最大の輸出国となり、次いで中国が200,229トンでしました。これらの輸出は主に輸入地域におけるナイロン6の生産に利用されています。
ベトナム税関のデータによると、この貿易の詳細な状況が明らかになっており、単一の輸入業者がタイ(1回の出荷あたり256-512トン)とロシア連邦(1回の出荷あたり199-801トン)から大量の貨物を調達していることが示されています。
このように、カプロラクタムの取引は少数の地域と企業に集中しています。さらに、‑硫酸アンモニウムなどの副産物が、世界的な貿易の複雑さをさらに高めています。
下記の表は、カプロラクタムの輸出入の詳細を示しています。
|
パラメータ |
価値観 |
|---|---|
|
2025年の世界貿易量(数量ベース) |
|
|
2025年の世界貿易額(金額ベース) |
|
|
2025年におけるカプロラクタムの最大輸出国 |
|
|
2025年におけるカプロラクタムの最大輸入国 |
|
|
2025年における最大の輸入産業カテゴリー |
|
ソース: SDKI Analytics分析
カプロラクタムのコストと運用効率の分析:
カプロラクタム製造工場の運営コスト構造はどのようなものですか?
カプロラクタムの製造は原料集約型あり、変動費の主要因はアンモニアとベンゼン由来のシクロヘキサノンであります。シクロヘキサノンの変換効率をわずかに向上させるだけでも、コストを大幅に削減できます。また、このプロセスでは圧縮、加水分解、精製に大量のエネルギーを消費します。連続生産のため、変動費が支配的となります。人件費やメンテナンス費などの固定費は大きいが安定しており、効率、触媒使用量、光熱費が全体の競争力と収益性を大きく左右します。
カプロラクタム製造工場の操業経済性に影響を与える主なコスト要因は以下のとおりです。
- 原料転換率(%)
- 比エネルギー消費量(kWh/トン)
- 蒸気必要量(kg/トン)
- 触媒効率と交換サイクル
- 工場稼働率(%)
- 廃棄物回収とリサイクル率(%)
上記の表には、カプロラクタム製造工場における操業費の推定割合、変動費、固定費、準固定費の主要構成要素、および規制・コンプライアンス費用が記載されています。
|
主要パラメータ |
営業費用の推定割合 |
主要構成要素 |
|
変動費 |
65-75% |
シクロヘキサノン、アンモニア、触媒、溶剤、ユーティリティ(電気、蒸気)、プロセス用水 |
|
固定費と準固定費 |
20-30% |
熟練労働力、保守と修理費用、品質管理、工場間接費 |
|
規制およびコンプライアンス関連費用 |
固定構造内に埋め込まれています |
排水処理施設(ETP)、排出量監視システム、廃水中和、環境監査 |
ソース: SDKI Analytics分析
カプロラクタム製造工場は、どれほど効率的で収益性が高いのか?
の製造効率は、主にエネルギー強度、変換収率、および原料の統合によって決まります。シクロヘキサノンの酸化とそれに続く硫酸アンモニウム分離の最適化により、最新のプラントでは変換収率が向上します。エネルギー強度は、蒸気の最適化と熱回収によって大きく左右され、最新のコージェネレーションシステムは、生産トン当たりのエネルギー使用量の削減に貢献します。
ベンゼンやアンモニアといった主要原料への垂直統合は、コストの安定性を高め、利益率を維持します。効率的なプロセス、手直し作業の削減、最適化された重合により、生産量が増加し、コストが削減されるため、EBITDAのパフォーマンスがより強力かつ安定します。
記載されている製造工場の効率性と利益率を分析しますために必要なすべての指標とベンチマーク値は以下のとおりです。
|
インジケータ |
ベンチマーク値 |
|
変換収率(%) |
92-96% |
|
設備稼働率(%) |
78-88% |
|
比エネルギー消費量(kWh/トン) |
4,500-5,500 kWh/トン |
|
売上総利益率(%) |
18-24% |
|
EBITDAマージン(%) |
12-18% |
|
5年間の投資収益率(%) |
10-14% |
ソース: SDKI Analytics分析
カプロラクタムへの投資と財務実現可能性分析
カプロラクタム製造工場の投資実現可能性、設備投資額、および投資収益率(ROI)の可能性はどの程度ですか?
カプロラクタム製造施設においては、実績のあるシクロヘキサノンからカプロラクタムへの製造ラインにおいて、スケールアップリスクを低減させた場合に、投資の実現可能性が最も高まります。ここでは、前駆体からカプロラクタムへの製造プロセスの技術的成熟度、加水分解反応器や結晶化装置などの重要設備における資本規律、そして生産量増加曲線を保護します収益の確実性が、基本的な収益決定要因となります。さらに、投資収益率(ROI)は試運転のスピードと安定した操業に左右されます。確実な契約と効率的なセットアップは、2026年のプロジェクトにおいて、投資回収期間を短縮し、リスクを低減し、収益を向上させます。
最大の収益促進要因は以下のとおりです。
- シクロヘキサノンからカプロラクタムへの反応経路の技術的準備状況(目標仕様に準拠)
- クリティカルパス上の設備および建設範囲における資本規律
- 価格や販売量の変動から生産拡大曲線を守る、収益の確実性
以下の表は、カプロラクタム製造工場および投資収益率(ROI)加速レバーに直接影響を与える特定の財務パラメータを一覧にしたものです。
|
財務パラメータ |
カプロラクタム製造工場への影響 |
ROI加速の手段 |
|
正味現在価値(NPV) |
立ち上げ期間、割引率(WACC)、および初年度のキャッシュフローの変動に非常に敏感であります。 |
試運転の最適化と構造化された需要契約により、初期のキャッシュフローを安定させます |
|
内部収益率(IRR) |
設備投資の超過や稼働率の安定化の遅れにより急激に低下します |
重要工程設備への資本配分の規律と、仕様通りの生産までの時間短縮 |
|
返済期間 |
立ち上げが期待を下回る場合、または固定費吸収が弱い場合に延長されます |
最初の12-24ヶ月間の利用率曲線の加速と収量安定化 |
|
投資収益率(ROI) |
定常状態の利益率が総投資資本に対してどの程度の割合を占めるかによって決まります |
設備投資効率ベンチマークと生産コスト最適化 |
|
損益分岐点(BEP) |
固定費ベースとトン当たりの貢献利益によって左右されます。設備投資額の増加は損益分岐点生産量を押し上げます。 |
固定費管理と早期稼働戦略 |
|
キャッシュフロー分析 |
事業拡大期における債務返済能力と流動性回復力を判断します |
構造化された運転資金計画と段階的な設備投資の引き出し |
|
感度分析 |
原料、エネルギー、価格、利用率のショックに対しますエクスポージャーを特定します |
下振れリスクを未然に防ぐための多変数シナリオモデリング |
ソース: SDKI Analytics分析
設備投資は主にシクロヘキサノン処理、重合および固相重合装置、ユーティリティ統合、環境システムに割り当てられます。これらをクリティカルパスとして扱い、規律ある実行を行うことで、実現可能性が高まります。立ち上げリスクを積極的に管理しますことで、仕様策定までの時間と稼働率が向上し、投資収益率(ROI)が向上します。安定化が早まることで、価格設定の前提に基づく投資回収期間の依存度が低減され、最適化された試運転と構造化された需要契約によって、早期のキャッシュフローが確保されます。
カプロラクタムのアプリケーション分野と最終用途産業分析
カプロラクタムの主な用途分野と最終用途産業は何ですか?
SDKI Analyticsのリサーチアナリストによると、カプロラクタムの主な用途分野には、ナイロン6繊維、ナイロン6樹脂、その他フィルムやコーティング剤などがあります。弊社の予測では、ナイロン6繊維は、その汎用性、機械的強度、そして繊維製品、カーペット、タイヤコード、工業用糸などへの幅広い使用実績から、今後55%の市場シェアを占め、カプロラクタムの最も支配的な用途分野となるでします。
成長の原動力としては、繊維消費量の増加、工業用糸の用途拡大などが挙げられます。さらに、ヨーロッパ環境庁によると、世界の繊維生産量は2030年までに147百万トンに達しますと予測されています。
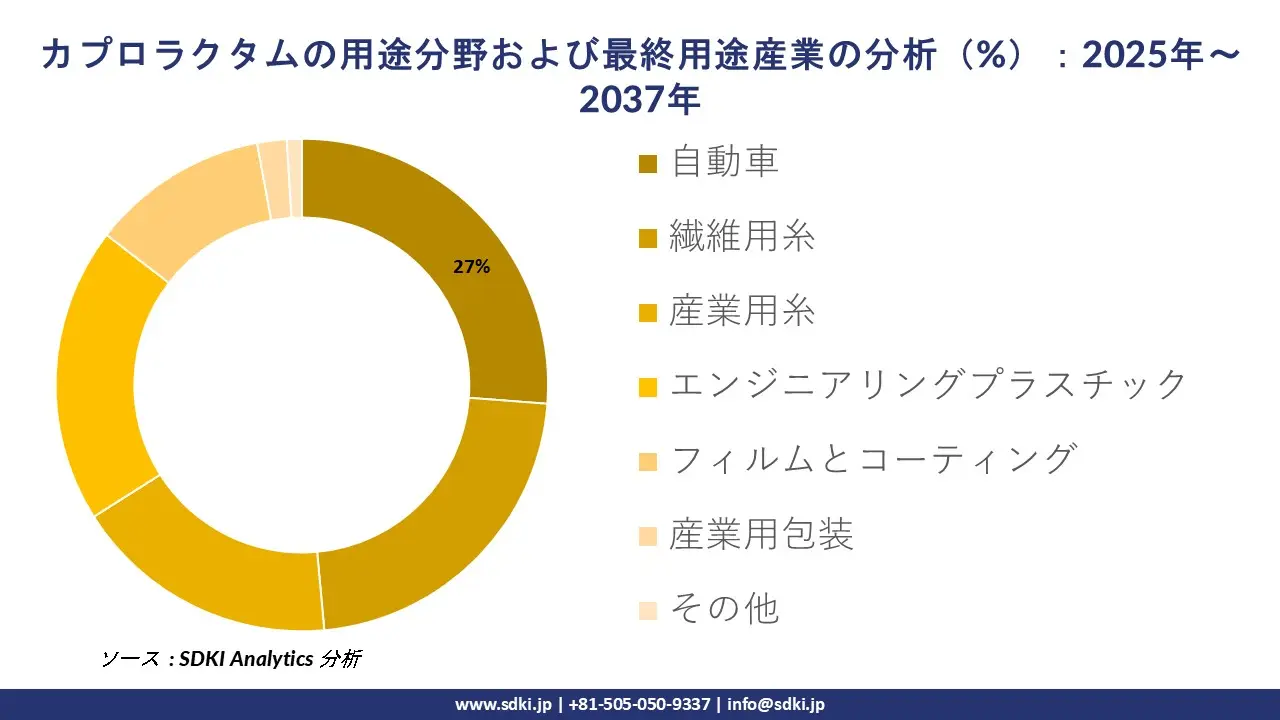
最終用途産業の観点から見ると、カプロラクタムは自動車、繊維糸、工業用糸、エンジニアリングプラスチック、フィルムコーティングといった分野で主要な最終用途を有しています。中でも自動車分野は、エンジン部品、ギア、ドアパネル、ダッシュボード、エンジンルーム内用途におけるナイロン6樹脂および繊維として、今後27%のシェアを占める最大の最終用途分野となる見込みです。
排出ガス基準を満たすための軽量素材への需要の高まりと自動車製造の拡大が、主な推進力となっています。米国エネルギー省によると、車両重量を10%削減しますと燃費が6-8%向上します可能性があり、これは軽量素材(ナイロン6などのポリマー複合材料を含む)への需要を示しています。
日本カプロラクタム製造情報
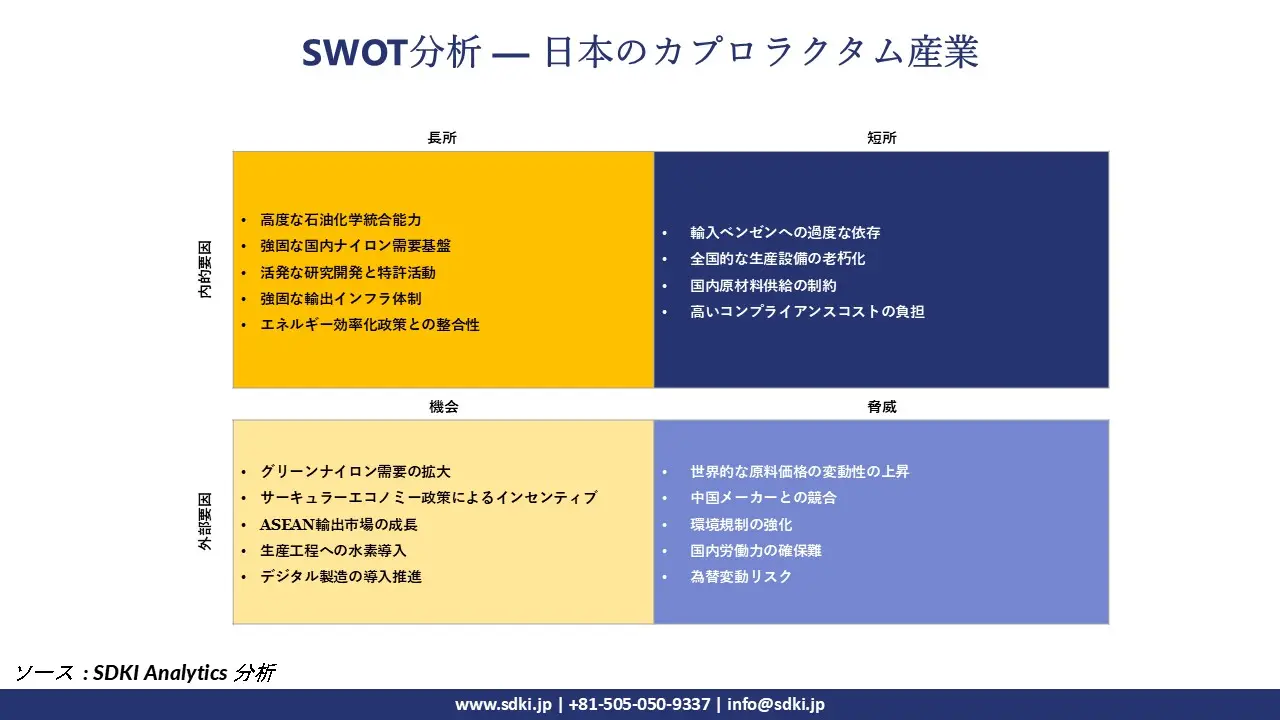
カプロラクタムの製造およびプラント生産能力において、日本はどの程度競争力を持っているのか?
日本のカプロラクタム産業は、長年にわたるポリマー産業との統合を基盤とし、先進化学品と循環型経済の実践を重視します経済産業省の「産業構造ビジョン2025」に導かれ、成熟期を迎えています。この基盤は、今日の競争の激しい世界の市場において、生産システムの近代化とバリューチェーン全体の効率向上を継続的に推進します企業投資によってさらに強化されています。
一方、住友化学や東レなどの企業は、ナイロン中間体をカーボンニュートラル目標に結びつけるなど、持続可能性目標に沿った事業拡大計画を進めています。同時に、グリーン成長戦略2026のような支援政策は、低炭素化学製品の生産を促進し、自動車やエレクトロニクス分野との連携強化や将来的なビジネスチャンスの創出を可能にしています。
カプロラクタム業界の概要と競争環境
SDKI Analyticsの調査によると、カプロラクタム市場は、上流の生産者が比較的集中している一方で、下流にはナイロン6繊維や樹脂メーカーといった幅広いネットワークが存在しますという特徴があります。この分野は、初期の商業化段階から、より成熟した開発段階へと徐々に移行しつつあります。
自動車、繊維、産業分野における需要の高まりに対応しますため、企業は先進的な生産技術への投資をますます強化しています。同時に、企業はパイロット規模での商業化、環境に配慮したプロセスの承認取得、そして世界のなサプライネットワークを強化しますための戦略的提携の構築にも力を入れています。
カプロラクタムの世界的な主要メーカーはどれですか?
弊社の調査報告によると、カプロラクタムの主要メーカーは、Sinopec(中国石油化工集団)、BASF SE、 Fibrant ( Highsun Group)、UBE Corporation、 AdvanSix Inc.などです。
カプロラクタムの主要な日本メーカーはどれですか?
市場見通しによると、日本のカプロラクタム製造上位5社は、UBE Corporation (formerly Ube Industries)、Sumitomo Chemical Co., Ltd.、Toray Industries, Inc、 Junsei Chemical Co.,Ltd. 、 HighChem Co., Ltd.などであります。
この市場調査レポートには、世界のカプロラクタム市場分析調査レポートにおける主要企業の詳細な競合分析、企業プロファイル、最近の傾向、および主要な市場戦略が含まれています。
カプロラクタム市場における最新のニュースや開発は何ですか?
- 2022年3月: DOMO Chemicalsは、1942年に建設されたLeuna工場でカプロラクタムの生産量が5百万トンに達しました。生産能力の拡大、効率性の向上、エネルギー使用量の削減、持続可能性目標の推進に加え、ポリアミド-6の生産も支援しました。
- 2024年11月:Sumitomo Chemicalは、カプロラクタム製造に関します知的財産をハイケム社に譲渡しますと発表しました。これにより、硫酸アンモニウム副産物を排除した新規かつ高品質なナイロン6製造プロセスの世界のライセンス供与が可能となり、事業再編と戦略的な事業変革を支援します。
目次

関連レポート
-
包括的なプラント構築に関する知見
-
信頼性の高い財務・投資予測
-
実効性のある市場・競合情報
-
業界の専門家から選ばれる信頼性
品質と信頼の証


